2012年5月11日金曜日
Category - 金属加工, 電子工作
Tag - ケース,シャーシ加工
 stm32f4xx基板のケースを板金ケース.comで作ってみた。価格は約7千円+送料千円ぐらい。個人で頼むにはアレだが、仕事で同じケースを数個必要となると、手作業で作る気は無い。7千円でも十分許容範囲内だ。
stm32f4xx基板のケースを板金ケース.comで作ってみた。価格は約7千円+送料千円ぐらい。個人で頼むにはアレだが、仕事で同じケースを数個必要となると、手作業で作る気は無い。7千円でも十分許容範囲内だ。
続きを読む… »
2011年12月16日金曜日
Category - 工作, 金属加工
Tag - MicroRAX,こたつコントローラ,シャーシ加工
MicroRAXで組んだフレームも魅力的だが、シャーシには勿体無くなってきたので、アルミ板ベースでシャーシを作り直した。
 続きを読む… »
続きを読む… »
2011年4月18日月曜日
Category - メカ, 金属加工, 電子工作
Tag - 六足ロボット
6足ロボットを保持する台を製作した。ロボットのアクリル板を載せる部分はDINレールを切断、下の台は50mm×6mmの鉄の平板で製作。φ10の快削の丸棒で100mm高のスペーサを作成、両端にM5のネジを切り組み立てた物。鉄の平板の下には、ネジの出っ張りをカバーするため、ゴム足が4個ついている。
鉄の平板の重さのおかげで、十分な安定感。ロボットが暴れても大丈夫そうだ。ロボットを載せた状態でもスペーサの丸棒を掴むと簡単に移動できるのが予想外だが便利。
足の先端にもゴム足を付ける予定だが、サーボの取り付けネジと干渉することが判明。そのうち直そう。
2010年9月5日日曜日
Category - マイクロマウス, 金属加工
 加工しました 加工しました
(ぴんぼけ) |
マウスのセンサーやモータまわりのための金具を製作。作業は順調に進んだけど、時間はかかる。
2010年6月13日日曜日
Category - マイクロマウス, メカ, 工作, 金属加工
Tag - 旋盤
 作成物 作成物 |
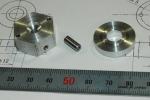
材料も図面も揃ったので、金属加工を行う。作ったのはシャフトとアルミのスペーサ、あとホイールの軸を少々切断。
シャフトは、φ8のドリルロッドがあったので旋盤で削って行ったら、ダイスのねじ切りがうまくいかず失敗。φ10の快削鋼で削り直して完成。6mm角のアルミ角棒にタップでネジを切り、フライスで溝を堀スペーサは完成。
しかし、まだ若干寸法が甘い部分があるが、試しに組むには充分なので、これで進めていこう。気になる部分は、そのうち作り直すつもり。
2010年2月14日日曜日
Category - 金属加工
Tag - 旋盤
 プーリー4個 プーリー4個 |
朝から旋盤でプーリー4個削り出し。
2009年12月13日日曜日
Category - 金属加工
Tag - 旋盤
 旋盤 旋盤 |
新たに入手したスローアウェイバイトホルダを使って 旋盤加工。荒削り用バイトを使ったのに、嘘みたいに軽くきれいに削れた。
これまでもスローアウェイバイトで削っていたのだが、かなりヘタっていたようだ。交換しようとしたがネジがつぶれて回らない。全然スローアウェイバイトじゃない。
スローアウェイバイトホルダーは、普通に買うとかなり高いので安いところを探して、
ここで購入した。なんか手作りっぽい。自分でも作れるようになりたい。
2009年11月18日水曜日
Category - 金属加工
Tag - 旋盤
 削った 削った |
旋盤で快削鋼と真鍮を削る。ベアリングに通す軸を慎重に削っているのだが、なかなかうまくいかない。削る量を減らしたり、回転数をあげたり、材料が冷えるのを待ったりもしてみるが、ベアリングに通るようになった時には、細くなりすぎて若干ガタがでる。今度は良く切れるバイトで試してみよう。
2009年7月18日土曜日
Category - 金属加工
Tag - 旋盤
先週届いたQCTPを取り付けるべく、高ナットを削ったり、全ネジを切ったり、カラーを作ったりする。これでちゃんと取り付けることができたのだが、QCTPと比較すると旋盤が大変非力であることが明らかになってしまった。QCTPのホルダーを固定するレバーを操作すると旋盤の刃物台が動いてしまう。刃物台のネジを締め直しても効き目が無い。旋盤が小さすぎたのだ。
この旋盤にはまともなQTCPは諦めろということか。
安物のQCTPで我慢しろということか。この安物のQCTPでも結構便利だけど、まだ諦めきれず、また別のQTCPを注文したりする。
2009年7月12日日曜日
Category - 金属加工
Tag - auction,旋盤
 載せてみた 載せてみた |
ヤフオクでQCTP購入。ものは、おそらくこれで、$155で買えるが、重くて送料が$73ぐらいかかるので、2万円ぐらいでもいいかと落札。
附属のネジはM14。わたしの旋盤の刃物台のネジはM8で短い。延長してやればなんとかなりそう。
写真を見るとわかるが、わたしの旋盤の芯の高さは低くてQTCPでは、ほぼ限界まで刃物を下げてやる必要がある。以前購入した小型のQTCPでは、芯の高さまで刃物を下げられず使えなかった。
2009年5月14日木曜日
Category - 買い物, 金属加工
 フレキシブル フレキシブル
マグネットベース |
工具通販の
MonotaRoからいろいろ届く。写真は
フレキシブル・マグネットベース 4,540円+税。ダイアル1つ回すだけで、3つの関節が固定されるのが不思議。便利そうだ。
2009年5月7日木曜日
Category - 工作, 金属加工
 タップ立て タップ立て |
林ホビー工作研究室の手回しベースを参考に、タップ立てを製作。タップ立ては壊れたミニボール盤を使って
作成したもの(
ネタ元) があるのだが、重いので、作り直したいと思っていた。
材料は19mm角の鉄パイプ、φ10の快削鋼、鉄平角棒など。主な用途はM3のネジ立てなので、思い切って小さく作ってみた。ちゃんと使えるか?ホームセンターで買ったφ14のバネを間にいれたら非常にそれっぽくなった。
鉄角パイプにφ10のドリルで穴を貫通させたのだが、下面の穴あけ時の振動で、上面の穴径がφ10よりかなり大きくなってしまい、軸が結構ぶれる。実用上問題が出るようであれば、アルミか鉄の角棒で作り直そう。
2009年4月8日水曜日
Category - 金属加工
 プーリー プーリー |
風呂上り、余っていたジュラルミン丸棒を削り、プーリーを作る。突っ切りも良い感じ。QCTPは便利だ。もっとホルダーが欲しい。
2009年3月15日日曜日
Category - 金属加工
 金属加工 金属加工 |
ちょっと必要があって、アルミなどを削る。今まで突っ切りは苦手だったのだが、本に「突っ切りはできないと仕事にならないので、できるようになるしかない」と書いてあったので、思い切ってやってみたらきれいにできてしまった。突っ切りブレードを使ったのとブレードの角度を慎重にあわせたのが勝因か。
2008年12月30日火曜日
Category - 金属加工
Tag - 旋盤
 旋盤加工 旋盤加工 |
 まだ途中 まだ途中 |
旋盤でアルミのブロック(60×40×20mm)に24mmの穴を開ける。4爪チャックでブロックを銜え、ドリルで14mm穴を開け、中グリバイトで24mmまで広げる。旋盤を動かすのは久しぶりだ。4爪チャックを使ったのは初めてだ。
 stm32f4xx基板のケースを板金ケース.comで作ってみた。価格は約7千円+送料千円ぐらい。個人で頼むにはアレだが、仕事で同じケースを数個必要となると、手作業で作る気は無い。7千円でも十分許容範囲内だ。
stm32f4xx基板のケースを板金ケース.comで作ってみた。価格は約7千円+送料千円ぐらい。個人で頼むにはアレだが、仕事で同じケースを数個必要となると、手作業で作る気は無い。7千円でも十分許容範囲内だ。
 自宅で加工した部品
自宅で加工した部品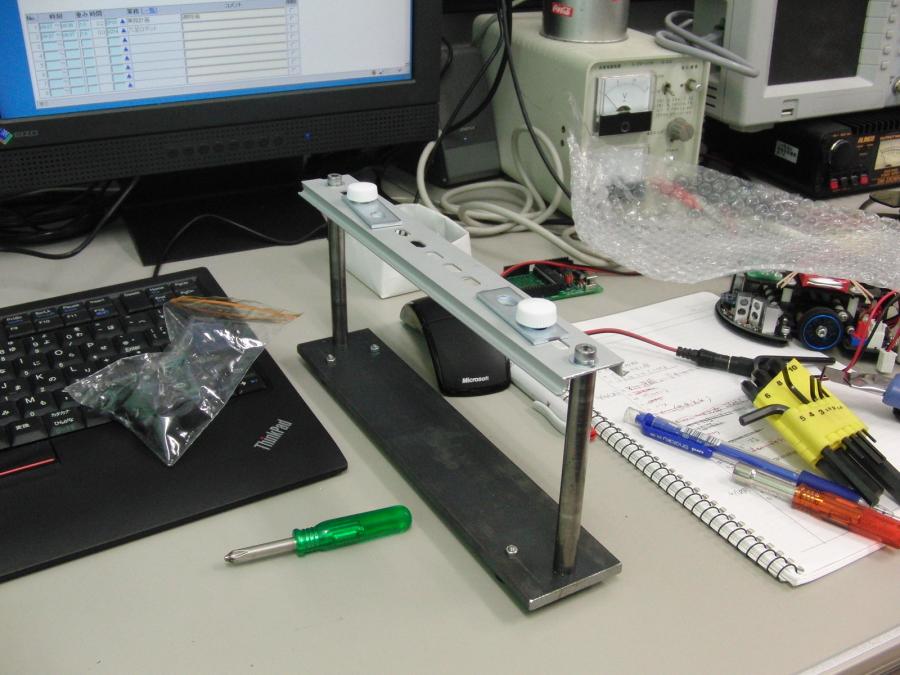 組立
組立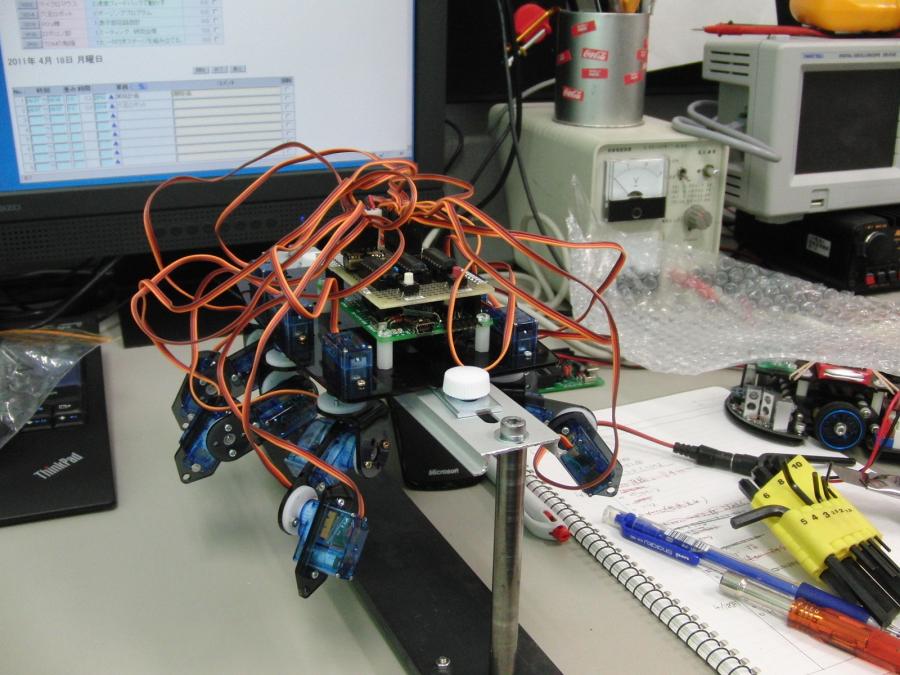 載せた
載せた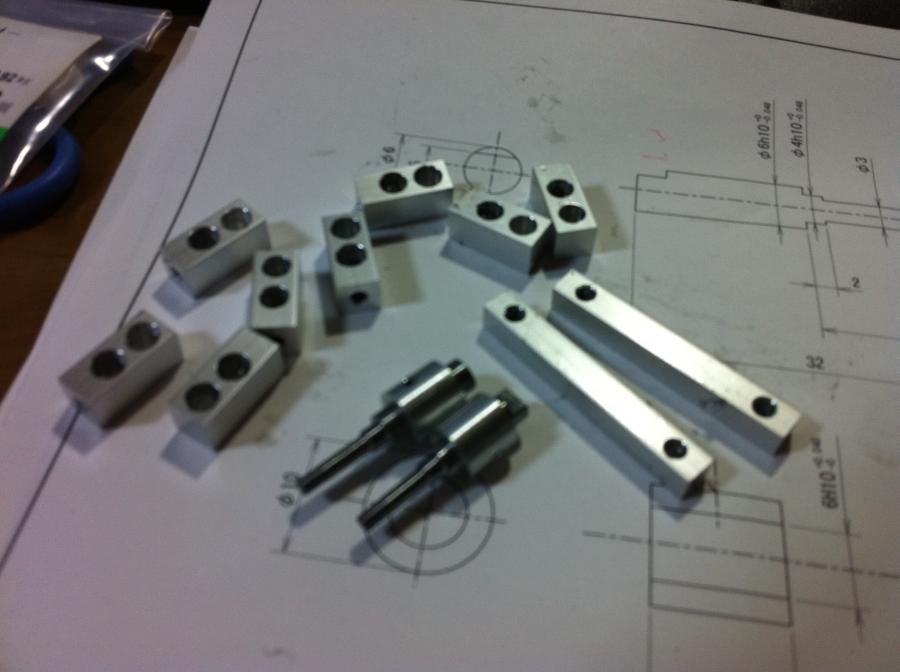 加工しました
加工しました 作成物
作成物 プーリー4個
プーリー4個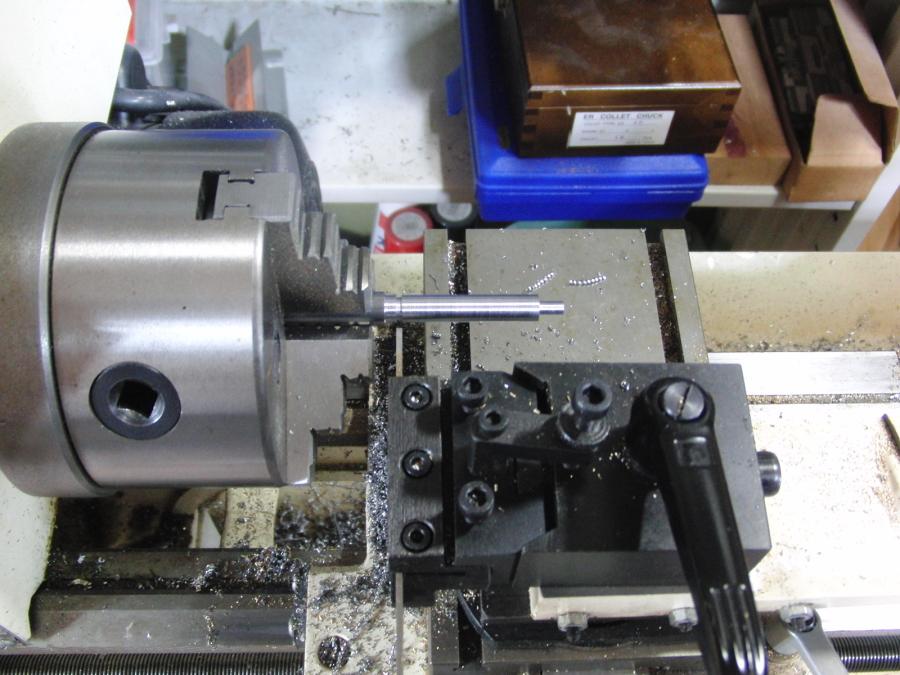 旋盤
旋盤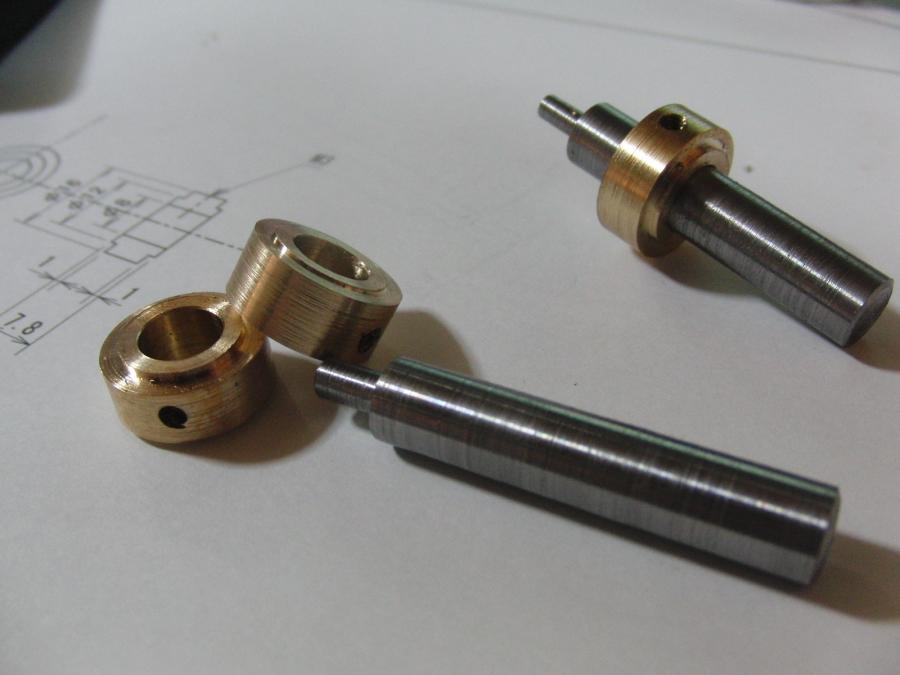 削った
削った 載せてみた
載せてみた フレキシブル
フレキシブル タップ立て
タップ立て プーリー
プーリー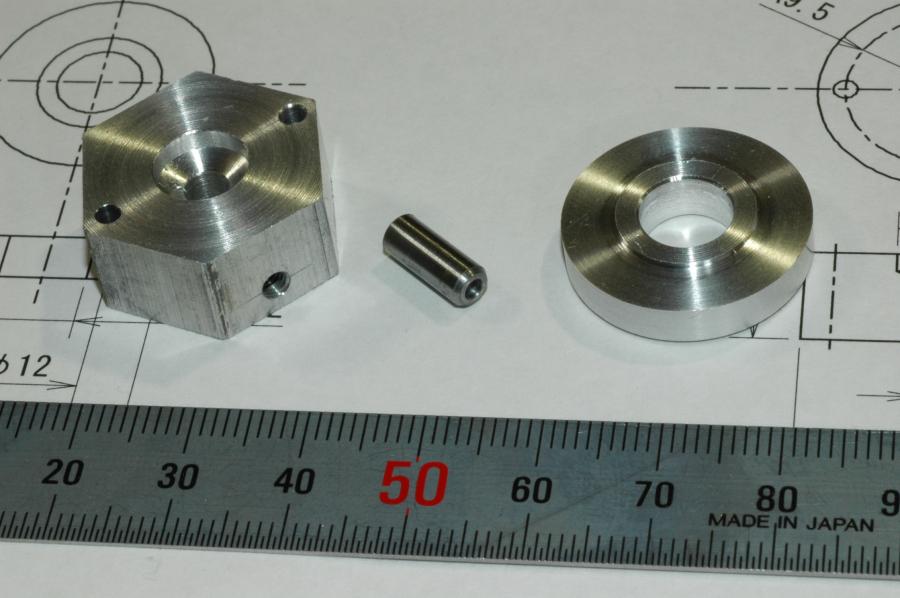 金属加工
金属加工 旋盤加工
旋盤加工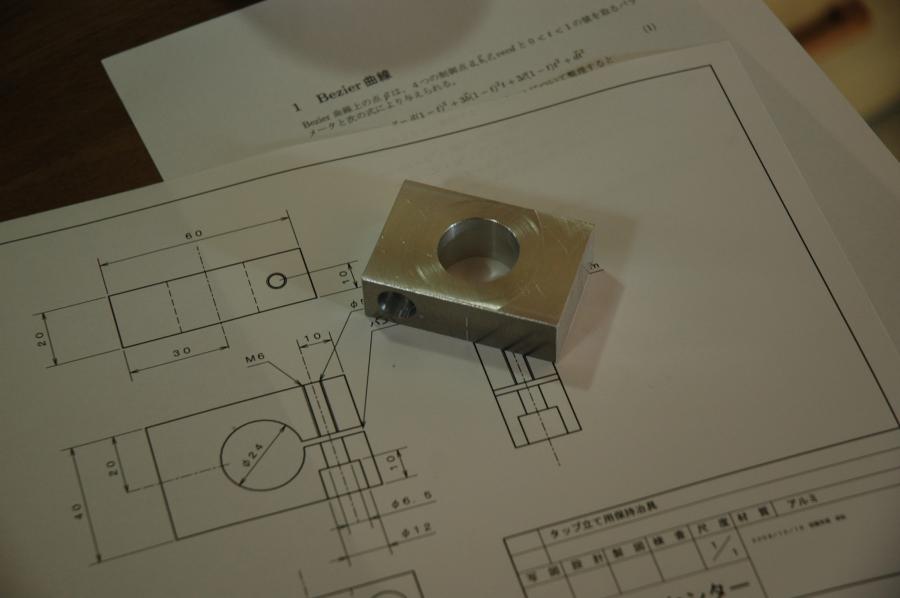 まだ途中
まだ途中
最近のコメント